

| Aan dit artikel voor de website oudhengelo.nl werkten mee: | W. Hartemink. H.M. Somsen |
| Contact met de klompenmakers in de Keijenborg: | Dit e-mailadres wordt beveiligd tegen spambots. JavaScript dient ingeschakeld te zijn om het te bekijken. |
 Jo Hilderink. Klompenmaken in Keijenborg
Jo Hilderink. Klompenmaken in Keijenborg
Klompenmaken,
een werkstuk van Suzanne Hartemink
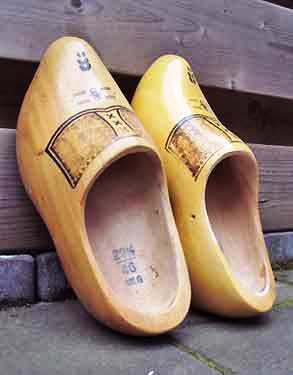 |
Sinds het eind van de middeleeuwen wordt de klomp gedragen in grote delen van Europa. Nu wordt hij nog voornamelijk gedragen in Nederland. De meeste mensen lopen liever op klompen, maar in enkele beroepen worden de klomp nog dagelijks gedragen. Ook is het een bekend souvenir voor de buitenlandse toeristen. Een groot deel van de drie miljoen klompen, die jaarlijks worden gemaakt, is dan ook bestemd voor voor de toeristen industrie. In onze omgeving werden de klompen veelal gemaakt van de wilgen, omdat deze boomsoort ruim voorradig was, tegenwoordig worden de meeste klompen van populierenhout gemaakt, het is wel minder taai maar is beter te bewerken en is vooral goedkoper.
Een wilgen- en populierenhouten klomp. Foto: uit werkstuk van Suzanne Hartemink |
Wanneer een klompenmaker een boom tot bollen gaat zagen, weet hij wat voor maat klompen hij wil gaan maken. Als hij dan een geschikte stam heeft klaargelegd wordt deze opgemeten.
Voor iedere bol neemt hij de doorsnede met een meetlat. Aan het feit of de stam mooi rond of ovaal is, kun je zien welke soort klompen de klompenmaker daaruit kan maken: hoge, lage, grote of kleine klompen  Het kloven van de bollen. Foto: uit werkstuk van Suzanne Hartemink
Het kloven van de bollen. Foto: uit werkstuk van Suzanne Hartemink
Er kunnen 4 tot 8 blokken uit een stam worden gehaald. Voordat de klompenmaker een bol hout gaat kloven of splijten, wordt deze nogmaals gemeten. Dit betreft dan de lengte en de doorsnede van de bol. Daarna wordt de bol hout bekeken op eventuele fouten en verkleuringen die aangeven of er misschien jaren geleden een tak afgehakt of afgewaaid is. Dan bekijkt hij de schors. Is die erg grof dan wil dat zeggen dat het hout zich moeilijk laat splijten. De benodigde blokken worden naargelang de grofheid van de schors zwaarder (ruimer) opgemeten. Het kloven of splijten van een bol hout gebeurt m.b.v. een kloofhamer en altijd twee beitels. Als twee stukken gelijk zijn, is er het begin van een klompenpaar.
Zo neemt hij de schorszijde altijd aan de buitenkant. D.w.z. voor een linkse klomp zit de schorszijde links en voor een rechtse klomp zit de schorszijde rechts. De reden hiervoor is dat indien de schorszijde aan de binnenkant genomen wordt, de klomp tijdens het drogen en zelfs daarna nog, blijft krimpen, zodat na enige tijd de klomp te smal is geworden en er geen voet meer in kan. De klompenmaker maakt meestal beide klompen tegelijkertijd. Daartoe benodigd hij twee blokken die hij eerst bij elkaar zoekt. Om er nu voor te zorgen dat beide klompen gelijkmatig krimpen en later tijdens het dragen ook gelijkmatig afslijten, houdt hij rekening met twee factoren. Ten eerste dienen de blokken van dezelfde houtsoort te zijn, wat meestal wel het geval is daar een boom vele blokken bevat. Ten tweede houdt hij rekening met het feit of de blokken uit de noordzijde of uit de zuidzijde van de boom komen. Deze laatste wordt ook wel zonzijde genoemd en het is hier, waar de groeiringen van de boom meestal iets breder zijn. Dit betekent dat het hout niet zo taai is en daardoor wat meer zal krimpen. Met een dissel (een soort bijl) slaat hij een grove vorm van de klop uit het hout.
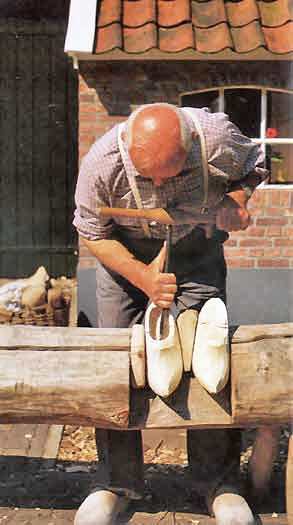
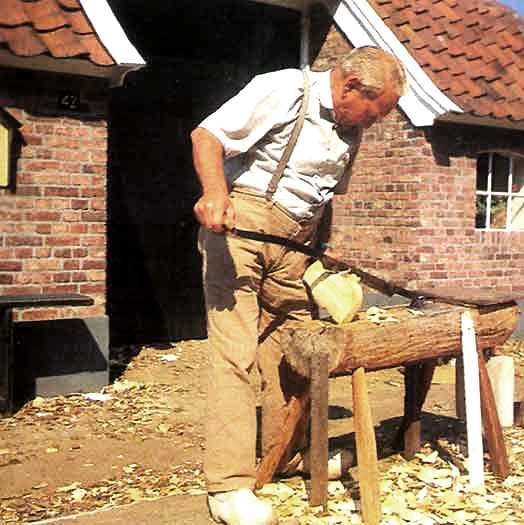 Met een paalmes de klomp in model brengen. Foto: uit werkstuk van Suzanne Hartemink
Met een paalmes de klomp in model brengen. Foto: uit werkstuk van Suzanne Hartemink
De klompenmaker plaatst nu een van de blokken tegen zijn heup, met de neus zo dicht mogelijk bij de haak waar het paalmes aan verankert zit. Door de zo ontstane hefboomwerking kan de klompenmaker tijdens het snijden een zeer grote kracht uitoefenen zonder al te veel moeite.
Vervolgens wordt in ca. 7 sneden de klomp van voren in het model gesneden. Om de juiste snede te kunnen maken moet niet alleen met de hand die het mes hanteert de juiste beweging gemaakt worden. Ook de hand die de klomp vasthoudt moet de juiste bewegingen en draaiingen maken. In dat geval doen beide armen het werk en ook hoeft de klompenmaker zich dan niet in zo'n moeilijke bochten te wringen. Daarna wordt de juiste ronding van de kap aangebracht. Dit moet overdwars gebeuren, want op die manier verwerkt het hout zich gemakkelijker. Tevens is deze werkwijze de eenvoudigste om tot een goed resultaat te komen.
Als ook de achterkant in model is gebracht, wordt de bek met het paalmes op de juiste plaats en met de juiste diepte aangebracht. De bek van de klomp begint bij een paar hoge klompen op iets minder dan de helft van de totale lengte. De klik begint dus op 1/3 van voren en eindigt op 1/3 van achteren. De bek begint op ongeveer de helft van voren. De klompenmaker plaatst nu een van de blokken tegen zijn heup, met de neus zo dicht mogelijk bij de haak waar het paalmes aan verankert zit. Door de zo ontstane hefboomwerking kan de klompenmaker tijdens het snijden een zeer grote kracht uitoefenen zonder al te veel moeite.
Vervolgens wordt in ca. 7 sneden de klomp van voren in het model gesneden. Om de juiste snede te kunnen maken moet niet alleen met de hand die het mes hanteert de juiste beweging gemaakt worden. Ook de hand die de klomp vasthoudt moet de juiste bewegingen en draaiingen maken. In dat geval doen beide armen het werk en ook hoeft de klompenmaker zich dan niet in zo'n moeilijke bochten te wringen. Daarna wordt de juiste ronding van de kap aangebracht. Dit moet overdwars gebeuren, want op die manier verwerkt het hout zich gemakkelijker. Tevens is deze werkwijze de eenvoudigste om tot een goed resultaat te komen.
Als ook de achterkant in model is gebracht, wordt de bek met het paalmes op de juiste plaats en met de juiste diepte aangebracht. De bek van de klomp begint bij een paar hoge klompen op iets minder dan de helft van de totale lengte. De klik begint dus op 1/3 van voren en eindigt op 1/3 van achteren. De bek begint op ongeveer de helft van voren.
Het uitboren. Foto: uit werkstuk van Suzanne Hartemink
Alvorens de klompenmaker overgaat tot het boren van de gaten, dienen beide klompen vastgezet te worden in de z.g. boorbank. Dit vastpinnen vereist handigheid want de klompen mogen er niet uitvallen. De klompenmaker benut hiervoor enige spieën en vulstukken.
Het uitboren, ook wel schrooien genoemd, is voor een klompenmaker het moeilijkste gedeelte. Het hele klompenmakerberoep staat of valt met een goed passende klomp. Iedere klompenmaker had vroeger zo zijn eigen modellen: Zowel hoge als lage, met een ronde of een spitse neus, de neus recht vooruit of omhoog gebogen. Maar welk model hij ook fabriceerde, de pasvorm moest (en moet) altijd in orde zijn.

Het afwerken van de klomp. Foto: uit werkstuk van Suzanne Hartemink
.
Als laatste bewerking komt het glad maken van de buitenkant. De binnenkant wordt helemaal met de messen in model gebracht. De buitenkant echter, die gezien wordt, moet meestal zo glad mogelijk zijn.
De laatste handeling is het boren van een gaatje in de zijkant van de klomp, waarna de klompen met een touwtje aan elkaar vastgemaakt worden. Dan worden ze weggelegd om te drogen. Dit drogen gebeurt het beste in de wind en in de schaduw om verkleuring en krimpen te voorkomen.
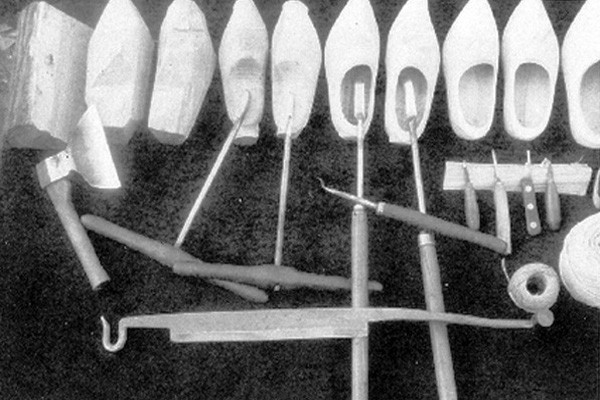
Het klompenmakers handgereedschap.
 |
 |
| Meetlat. Foto: uit werkstuk van Suzanne Hartemink | Paalmes. Foto: uit werkstuk van Suzanne Hartemink |
 |
 |
| Krulmes. Foto: uit werkstuk van Suzanne Hartemink | Najager Foto: uit werkstuk van Suzanne Hartemink |
 Hakhaak.
Hakhaak.
Foto: uit werkstuk van Suzanne Hartemink
Tekeningen. 
De bol met daarin de klomp getekend. 
Van blok naar de ruwe vorm.
 Foto's: uit werkstuk van Suzanne Hartemink
Foto's: uit werkstuk van Suzanne Hartemink
***
Machinaal klompenmaken
 |
 |
| Foto: uit werkstuk van Suzanne Hartemink | Foto: uit werkstuk van Suzanne Hartemink |
****![]()
Pssst… de klompenmakers zijn terug in Keijenborg en omgeving!

Medio 2022 het klompenmakersmuseum in het klompenmakershuus aan de St. Jansstraat 4 in Keijenborg.
Het klompenmakersproject in Keijenborg e.o. brengt Nederlandse tradities en waarden voor oude en nieuwe generaties op innovatieve wijze tot leven. Het klompenmakershuus in Keijenborg wordt een museum waarbij mensen kunnen ontdekken, voelen, proeven aan het klompenmaken van vroeger. Het klompenmakershuus wordt de uitvalsbasis voor verschillende routes en arrangementen in de buurt langs verschillende oude klompenmakersplaatsen. Eén van deze plaatsen gaan we de komende tijd ook verbouwen, zodat mensen deze kunnen bezichtigen. Jo en Jelte Hilderink. foto website klompenmakers Keijenborg.
Jo en Jelte Hilderink. foto website klompenmakers Keijenborg. Waar gehakt wordt vallen spaanders die mooi als brandhout in het fornuis gebruikt konden worden. foto website klompenmakers Keijenborg.
Waar gehakt wordt vallen spaanders die mooi als brandhout in het fornuis gebruikt konden worden. foto website klompenmakers Keijenborg.
***
Coldeweij klompenschuur Kerkstraat 15 Keijenborg. Foto Irma Kroesen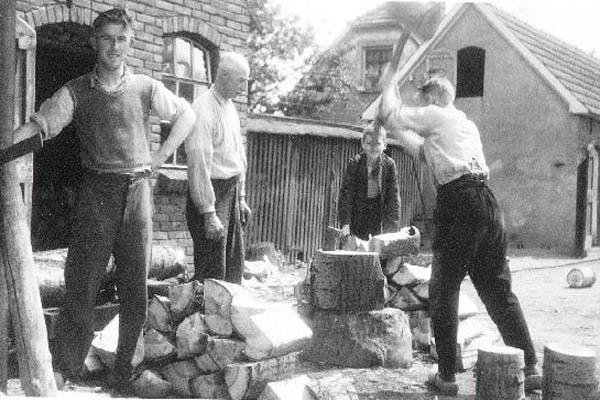
Kerkstraat 15 Coldeweij bollen kloven Foto coll. ECAL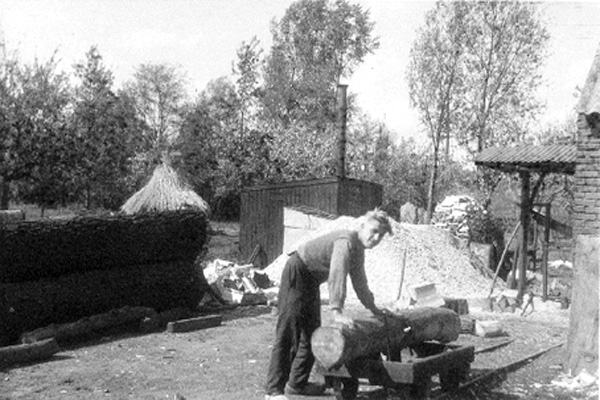
Kerkstraat 15 Coldeweij het aanvoeren van stukken boomstam. Foto coll. ECAL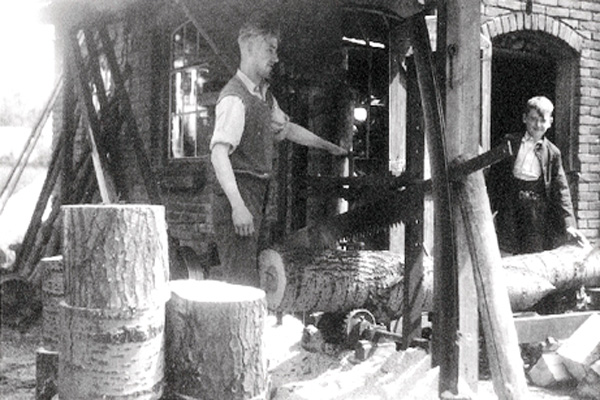
Kerkstraat15 Coldeweij het aan stukken zagen van de boomstam. Foto coll. ECAL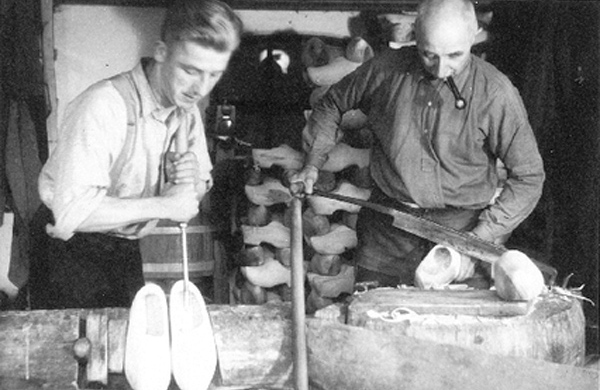
Kerkstraat 15 Coldeweij het uitboren en in model brengen. Foto coll. ECAL
 Kerkstraat 15 Coldeweij het handgereedschap Foto coll. ECAL
Kerkstraat 15 Coldeweij het handgereedschap Foto coll. ECAL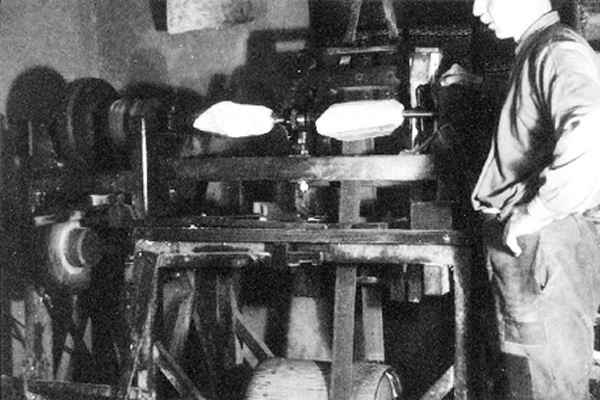 Kerkstraat 15 Coldeweij het machinaal verwerken. Foto coll. ECAL
Kerkstraat 15 Coldeweij het machinaal verwerken. Foto coll. ECAL
***
Klompenmaken aan de Michelstraat bij te Stroet. Foto coll. Irma Kroesen.
***
H
Hogenkampweg 12 De Pinne Klompenfabriek. Foto Irma Kroesen.
Hogenkampweg 12 De Pinne Klompendrogerij. Foto Irma Kroesen.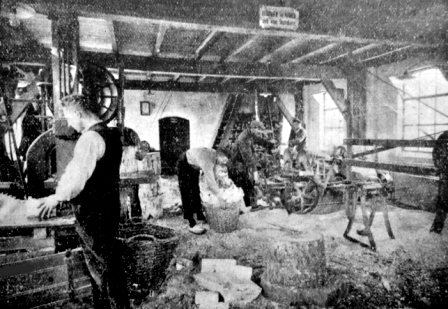
Hogenkampweg 12 De Pinne Klompenfabriek interieur. Foto coll. Irma Kroesen.